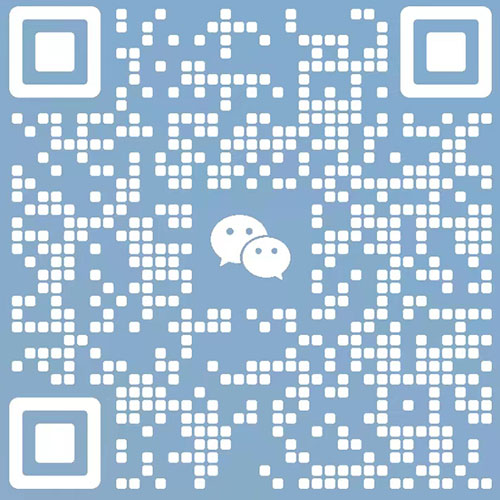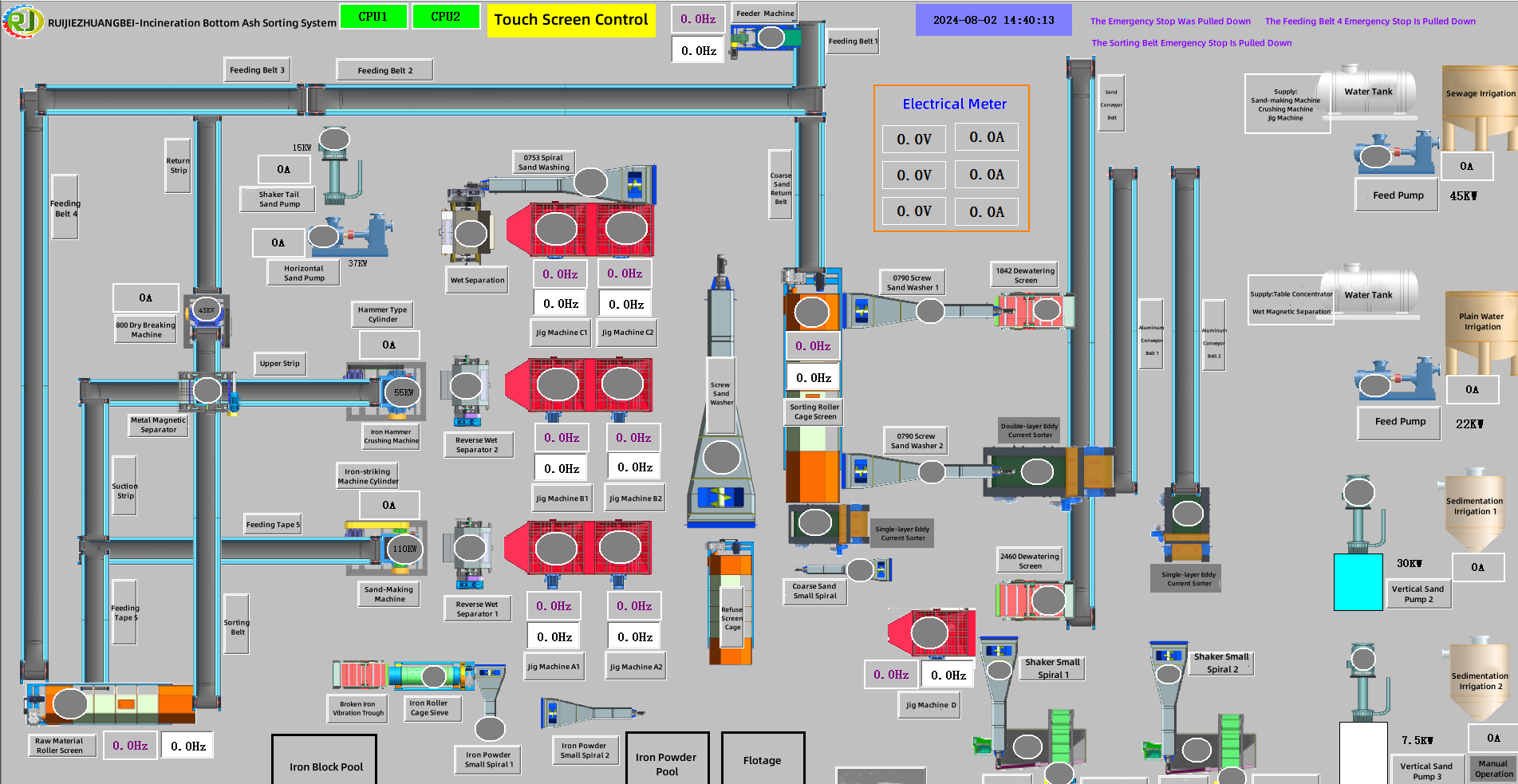
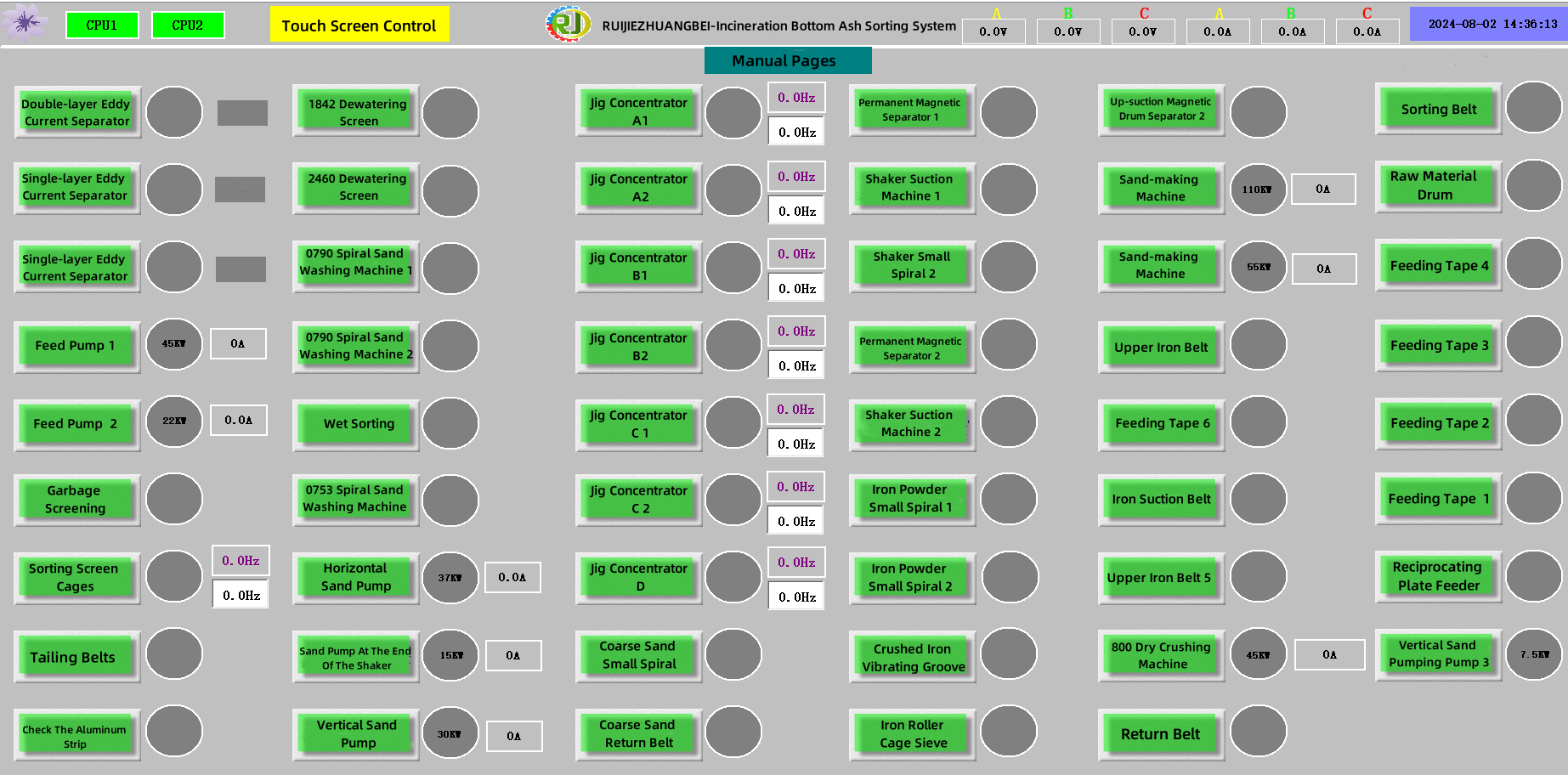

IBA Sorting Plant Project
4 Videos





How Does a Hammer Crusher Work: Working Principle Explained
A hammer crusher uses high-speed hammers to crush materials through impact. This machine processes brittle...

How to Separate Scrap Metal for Maximum Recycling Value
Sorting scrap metal properly boosts recycling efficiency and maximizes its value. Understanding the right...

Types of ASR Recycling Machines for Efficient Waste Management
Automotive Shredder Residue (ASR) is an inevitable byproduct of shredding end-of-life vehicles (ELVs)...

Incinerator Bottom Ash Recycling: Extracting Valuable Metals
Incinerator bottom ash recycling allows valuable metals to be extracted through advanced recovery methods....

Ruijie Zhuangbei: Radiating Brilliance at Guangzhou Forum on Collaborative Disposal of Solid Waste from Waste Recycle
Ruijie Zhuangbei Radiating Brilliance at Guangzhou Forum on Solid Waste Collaborative Disposal from Waste...

Benefits and Applications of Magnetic Separation
Magnetic separation uses magnetic forces to isolate materials based on their magnetic properties. This...

How Magnetic Separation Enhances Recycling Efficiency
Magnetic separation revolutionizes recycling by efficiently extracting ferrous metals from waste. This...

Inspiring Liuyang IBA Wet Sorting Project Successfully Launched and Operational
Inspiring Liuyang IBA Wet Sorting Project Successfully Launched and Operational The Incinerator Bottom...

A Friendly Exchange on Resource Recycling and Slag Equipment Machines With Foreign Partner
A Friendly Exchange on Resource Recycling and Slag Equipment Machines With Foreign Partner Recently,...

How Non-Ferrous Metal Separation Benefits the Recycling Industry
Non-ferrous metals play a crucial role in various industries due to their lightweight, durable, and corrosion-resistant...