In terms of treating the separation of incineration bottom ash, some countries mainly use wet separation technology due to their strict environmental regulations and efficient resource recovery needs.
These countries often have advanced waste treatment facilities and strong environmental awareness.
Here are some of the countries where wet sorting technology is predominantly adopted:
1.Germany
Germany is a global leader in environmental protection and waste management. The Germany government has strict regulations on waste disposal, requiring reduced pollution and higher resource recovery rates.
Incineration bottom ash treatment plants in Germany use wet sorting technology to reduce dust emissions and increase metal recovery. Wet sorting technology helps to process fine particles in bottom ash and meets strict environmental standards.
2.Sweden
Sweden is committed to efficient waste management and resource recovery. The country’s environmental regulations require the reduction of the environmental impact of waste.
Incineration bottom ash treatment facilities in Sweden make extensive use of wet sorting technology to reduce dust generation and improve recovery efficiency. These facilities comply with environmental regulations by wet sorting of metals and other valuable substances in the bottom ash.
3.Netherlands
Netherlands has strict regulations and practices in waste management and is committed to promoting resource recycling and reducing environmental impact.
Some incineration bottom ash treatment plants in Netherlands use wet sorting technology, mainly to reduce dust emissions and increase metal recovery. Wet sorting helps to treat the more adhesive bottom ash and improves the separation effect.
4.Norway
Norway has very strict regulations on waste management and environmental protection, and the country is committed to reducing the environmental impact of waste.
Incineration bottom ash treatment plants in Norway use wet sorting technology for more efficient sorting and dust control. Wet separation technology is used in these facilities to treat fine particles and adherent substances in the bottom ash
5.Canada
Canada also has high environmental requirements, especially in waste disposal and resource recovery.
In some incineration bottom ash treatment facilities in Canada, wet sorting technology is used to improve metal recovery and reduce dust emissions, in line with environmental standards.
6.Switzerland
Switzerland has high requirements for environmental protection and waste management, and has implemented many strict environmental policies.
Incineration bottom ash treatment facilities in Switzerland use wet sorting technology to reduce dust emissions and increase resource recovery. This helps to comply with Switzerland’s environmental regulations and increases recycling efficiency.
7.Austria
Austria is committed to environmental protection and resource recycling and has implemented strict waste disposal regulations.
Some incineration bottom ash treatment plants in Austria use wet sorting technology, especially in the treatment of adherent substances and fine particles in the bottom ash, in order to meet environmental requirements.
8.Finland
Finland attaches great importance to environmental protection and resource management and follows strict environmental standards.
Incineration bottom ash treatment facilities in Finland use wet sorting technology to increase metal recovery and reduce dust. Wet separation helps to deal with fine particles and adherent substances in the bottom ash.
9.Singapore
Faced with a high population density and limited land resources, Singapore has high standards for waste disposal.
Some incineration bottom ash treatment plants in Singapore use wet sorting technology to reduce environmental pollution and increase recovery rates. Wet separation technology helps to deal with adherent substances and fine particles in the bottom ash.
10.Japan
Japan has strict regulations on waste management and resource recycling, and is committed to reducing the environmental impact of waste.
In some incineration bottom ash treatment facilities in Japan, wet sorting technology is used to improve metal recovery and reduce dust emissions. Wet sorting technology helps to deal with complex bottom ash and improve treatment results.
11. Australia
Australia is committed to improving waste management efficiency and resource recovery, and the government has strict regulations on waste disposal.
Some incineration bottom ash treatment plants in Australia use wet sorting technology, especially for the treatment of fine particles and improved recovery efficiency.
12. Ireland
Ireland values environmental protection and resource recycling and is committed to reducing the environmental impact of waste.
Some incineration bottom ash treatment facilities in Ireland use wet sorting technology to meet environmental regulations and improve sorting results.
13. Brazil
In recent years, Brazil has begun to pay attention to waste management and environmental protection, and has gradually introduced advanced treatment technologies.
In some incineration bottom ash treatment facilities in Brazil, wet sorting technology is used to improve sorting efficiency and reduce dust emissions.
14. Portugal
Portugal has gradually strengthened environmental protection measures in waste management and resource recovery, striving to improve the efficiency of resource recovery.
Some incineration bottom ash treatment plants in Portugal use wet sorting technology to reduce dust emissions and increase metal recovery.
15. Russia
Russia is gradually introducing advanced technologies in waste management, focusing on environmental protection and resource recovery.
Some incineration bottom ash treatment facilities in Russia have begun to use wet sorting technology, especially for the treatment of fine particles and adherent substances in bottom ash.
16.Thailand
Thailand is gradually introducing advanced technologies in environmental protection and waste treatment.
Some incineration bottom ash treatment facilities in Thailand have begun to apply RUIJIE Wet Sorting Technology to improve treatment effectiveness and recovery efficiency.
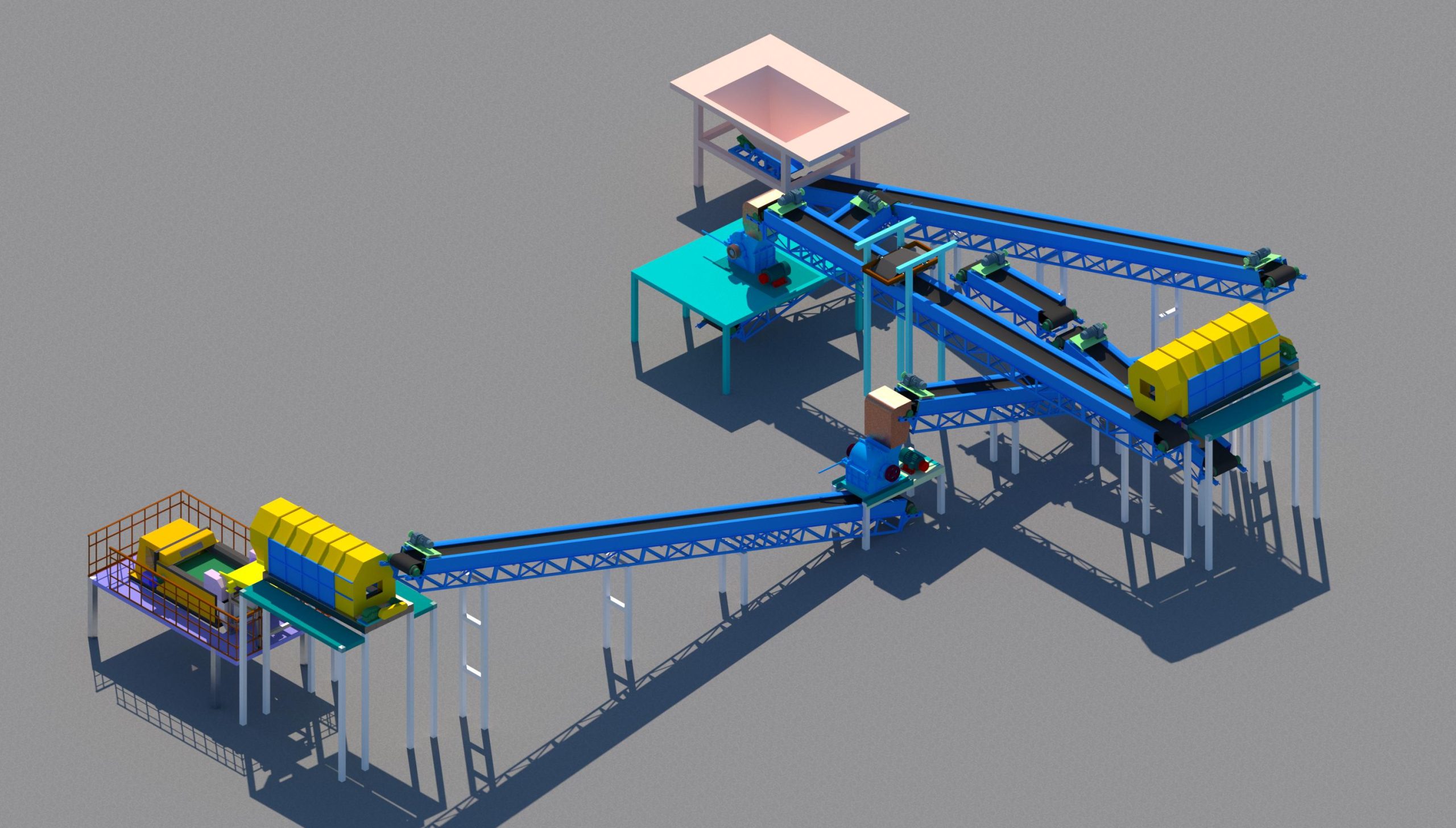
These countries and regions have chosen wet sorting technology because of its ability to reduce dust emissions, improve resource recovery, and meet stringent environmental standards.
The advantages of wet separation technology are the processing of highly adhesive bottom ash and fine particles, improving the accuracy and efficiency of sorting, and meeting the high requirements of these countries in terms of waste treatment and environmental protection.