Selecting the right conveying machine plays a vital role in industrial success. It directly influences productivity by ensuring smooth material flow. A well-chosen system reduces operational costs and enhances efficiency.
Different industries require specific solutions, making it essential to understand the unique features of each conveying machine. This knowledge helps businesses make informed decisions that align with their operational goals.
Key Considerations for Choosing a Conveying Machine
Material Type and Handling Requirements
Understanding the type of material being transported is crucial when selecting a conveyor. Different materials, such as powders, liquids, or solid goods, require specific handling techniques. For instance, fragile items may need gentle material handling, while bulk materials demand robust systems.
Conveyors designed for specific applications ensure smooth functionality and reduce the risk of damage. Evaluating application requirements helps businesses choose the right system for their needs.
Facility Layout and Space Optimization
The layout of a facility plays a significant role in determining the best conveying technology. Limited space may require compact conveyors, while larger facilities can accommodate more extensive systems.
Overhead conveyors, for example, save floor space and improve operational flow. Choosing the right belt conveyor or other systems that fit the facility’s design and functionality ensures seamless integration into existing operations.
Energy Efficiency and Sustainability
Energy and efficiency are critical factors in modern industrial operations. Conveyors with energy-efficient motors and sustainable designs reduce operational costs and environmental impact.
Advanced conveying technology often incorporates features that optimize energy use, making them a smart choice for businesses aiming to improve efficiency and sustainability.
Maintenance and Durability
Durability and ease of maintenance are essential for long-term performance. Conveyors with robust construction and minimal maintenance requirements offer significant advantages. Regular upkeep ensures consistent functionality and prevents costly downtime. Businesses should prioritize systems that balance durability with ease of maintenance.
Scalability for Future Growth
Scalability is vital for businesses planning to expand. Conveyors with adjustable capacity and modular designs can adapt to changing needs. This flexibility allows companies to invest in systems that grow with their operations, ensuring long-term value and efficiency.
Conveying Systems Comparison
Belt Conveyors: Versatility and Common Applications
Belt conveyors are among the most widely used systems in industries. They offer versatility and can handle a variety of materials, from small packages to bulk material handling. These systems are ideal for high-volume material flow in industries like manufacturing, warehousing, and food processing.
Belt over roller conveyors are particularly effective for transporting heavier items, while slider bed conveyors are better suited for lightweight goods. The advantages of slider belt conveyors include their ability to operate quietly and efficiently. Common applications for slider belt conveyors include assembly lines and packaging operations.
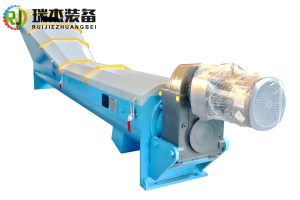
Screw Conveyors: Compact Design for Specific Materials
Screw conveyors are compact and efficient for transporting granular or semi-solid materials. Their design makes them suitable for confined spaces where other systems may not fit.
These conveyors are often used in industries handling powders, grains, or cement. Their enclosed structure minimizes spillage, ensuring clean and safe operations. Screw conveyors excel in applications requiring precise material handling over short distances.
Pneumatic Conveyors: High-Speed Bulk Material Handling
Pneumatic conveyors use air pressure to move materials through enclosed pipelines. They are ideal for high-speed bulk material handling, especially in industries like pharmaceuticals, chemicals, and food processing.
These systems reduce contamination risks and are highly efficient for transporting fine powders or granules. Pneumatic conveyors are a preferred choice for applications requiring cleanliness and speed.
Chain Conveyors: Heavy-Duty Solutions for Large Loads
Chain conveyors are designed for heavy-duty applications. They are capable of moving large, bulky items such as pallets, containers, or automotive parts. These systems are highly durable and can operate in harsh environments.
Chain conveyors are commonly used in industries like automotive manufacturing and warehousing. Their robust construction ensures reliable performance under demanding conditions.
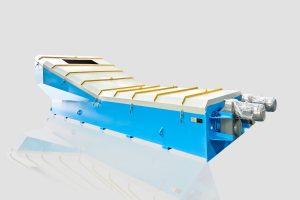
Vibratory Conveyors: Gentle Handling for Delicate Items
Vibratory conveyors are ideal for handling delicate or fragile items. They use vibrations to move materials gently, reducing the risk of damage. These systems are often used in food processing, where maintaining product integrity is crucial. Vibratory conveyors are also effective for sorting and screening applications, making them versatile for various industries.
Overhead Conveyors: Space-Saving and Efficient Movement
Overhead conveyors maximize floor space by transporting materials above ground level. These systems are commonly used in assembly lines, painting operations, and garment handling.
Belt over roller conveyors can also be adapted for overhead use, providing flexibility in design. Overhead systems improve operational flow and are ideal for facilities with limited floor space.

How to Choose the Best Conveying Machine for Your Needs
Evaluating Operational Goals and Constraints
Every business has unique operational goals. Identifying these goals helps determine the type of conveyors that align with specific needs. For example, industries prioritizing speed and efficiency may benefit from pneumatic systems, while those handling heavy loads might prefer chain conveyors.
Constraints such as budget, facility size, and material type should also guide the decision. A clear understanding of these factors ensures the chosen system meets both current and future demands.
Prioritizing Key Features for Your Industry
Different industries require conveyors with specific features. Food processing facilities often need systems that ensure hygiene and gentle handling. Warehouses may prioritize durability and cost-effectiveness.
Businesses should evaluate which features—such as energy efficiency, scalability, or reliability—are most critical for their operations. Selecting conveyors tailored to industry-specific requirements enhances productivity and minimizes unnecessary expenses.
Consulting Experts for Tailored Recommendations
Industry experts provide valuable insights when selecting conveying machines. They assess operational needs and recommend systems that optimize efficiency.
Consulting professionals ensures businesses avoid costly mistakes and invest in reliable solutions. Expert advice is particularly beneficial for companies unfamiliar with the latest conveyor technologies.
Testing and Comparing Options Before Finalizing
Testing multiple conveyor systems allows businesses to evaluate performance under real-world conditions. Comparing options based on factors like cost, efficiency, and reliability helps identify the best fit.
Pilot testing ensures the chosen system integrates seamlessly into existing operations. This step reduces risks and guarantees long-term satisfaction with the investment.
Conclusion
Selecting the right conveying machine ensures operational efficiency and cost savings. A well-informed decision aligns with business goals and supports long-term growth. Visit RUIJIE’s website to explore reliable industrial conveying machines for your production needs.